
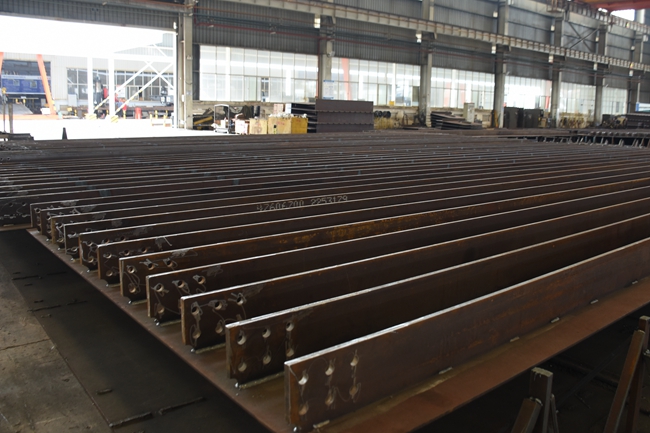
近日,杨林总厂积极协调各项生产要素,抽调经验丰富的技术能手,由车间主任带头组成“生产突击队”,倒排工期,铆足干劲,抢抓生产,仅用时20天就完成昆楚高速昆明三环枢纽互通主线跨线桥左幅11段箱体1383吨的全螺栓连接钢箱梁加工制作任务,打赢生产攻坚战,按期兑付对甲方的承诺。
工艺积累,厚积薄发。全螺栓连接钢箱梁相比常规钢箱梁结构更为复杂,对焊接收缩性控制、制孔精度都有着更高的要求。杨林总厂借鉴凯峡河特大桥制作经验,使用“先孔法”结合“配孔法”进行螺栓孔制作,严格控制钻孔误差,保证制孔精度,以提高项目现场螺栓穿孔率。针对梁段较长,板单元加劲肋及横隔板布置密集等特点,采用了多节段连续匹配组装、焊接及预拼装一次完成等工艺,有效避免因焊接量大、热输大导致的变形、收缩问题,产品成型精度高。
改良工装,提高效率。腹板固定工装用以挤压腹板和横梁,减小拼装时构件连接缝隙,保障了制作精度;滑轮框摆放在桥箱边缘以便放置焊机焊线,方便焊机移动,解决焊线缠绕、磨损的风险,确保多台焊机同时作业安全,提高焊接效率;对半自动火焰切割机进行改造,加长火焰枪头,同时增加固定支架和转动轴,使火焰枪头可进行360度旋转,具备板材反向切割功能,减少构件转运、翻身工序,有效防范安全风险、提高生产效率、保证产品精度。


【摄影报道:刘德欧 责任编辑:李克明 审核:蔡艳丽 审批:李敏】









 滇公网安备53012202530146号
滇公网安备53012202530146号